
- �������>
-
����趨���ϸ�Ļ�����¯���������������ڣ�2016-9-19
ʲô�ǻ�������
��������Ӣ��Reflow��ͨ�������ۻ�Ԥ�ȷ��䵽ӡ�ư庸���ϵĸ�װ��ǥ���ϣ�ʵ�ֱ�����װԪ�������˻�������ӡ�ư庸��֮���е��������ӵ���ǥ�����������ǽ�Ԫ�������ӵ�PCB����ϣ���������ר�����SMD������װ�����ġ�
�������ǿ��������Ժ��������,��״�ĺ�����һ���ĸ��������½���������Ӧ�ﵽSMD�ĺ��ӣ�֮���Խ�"������"����Ϊ�����ں�����ѭ�����������������´ﵽ����Ŀ��
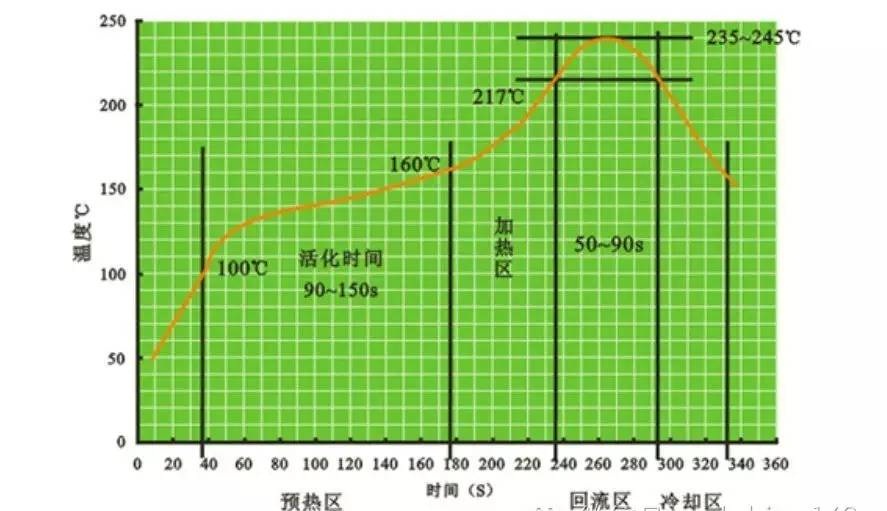
ͼ1:�������¶�����ͼ
����Ʒ���������������ģ����Ǽ��������ֻ�������������е�ÿ�����ڣ��ϸ����������պ���ҵָ����Ҫ����У����ܱ�֤��Ʒ��������
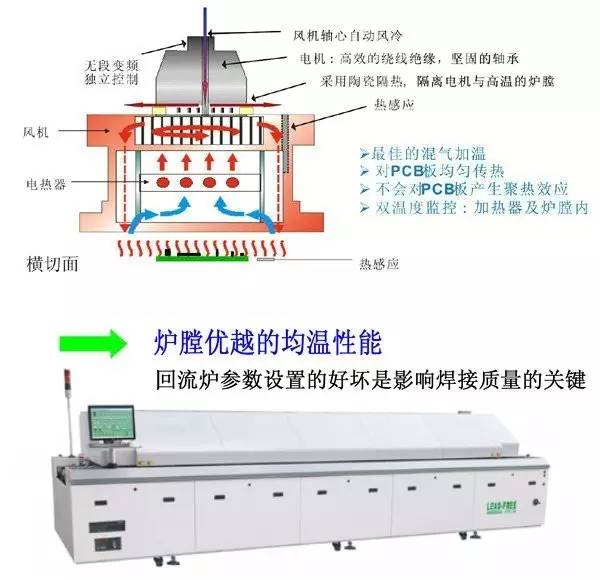
SMT��Ƭ���ӳ�����SMT���������У�����¯�������õĺû���Ӱ�캸�������Ĺؼ���ͨ���¶����ߣ�����Ϊ����¯�����������ṩȷ���������ݣ��ڴ��������£��¶ȵķֲ�����װ��·������ԡ��������Ժ����û���¯������Ӱ�졣
�����ȷ���趨�������¶����� ��
��������Ҫ�˽�������ļ����ؼ��ĵط����¶ȵķ��������������������.
Ӱ��¯�µĹؼ��ط��ǣ�
1�����������¶��趨��ֵ
2��������������²�
3���������������ٶ�
4������ijɷ�
5��PCB��ĺ�ȼ�Ԫ���Ĵ�С���ܶ�
6�����������������������ij���
7������������Ч���ȼ���ȴ���ص��
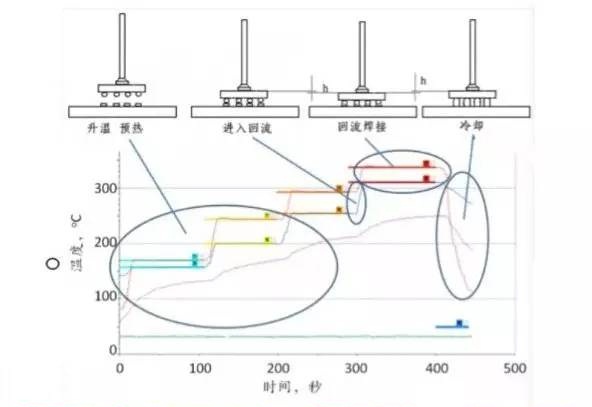
�������ķ��������
1��Ԥ��������������������
2����������������/��������
3��������
4 ����ȴ��
ͼ2
ͼ3
����������Ӱ�칤�յ�����:
1.ͨ��PLCC��QFP��һ������Ƭ״Ԫ�����������Ҫ���Ӵ����Ԫ���ͱ�СԪ��������Щ��
2.�ڻ�����¯�д��ʹ����ܶ���ʹ���Ͳ�Ʒ���л�������ͬʱ��Ҳ��Ϊһ��ɢ��ϵͳ�������ڼ��Ȳ��ֵı�Ե������ɢ��������ͬ����Եһ���¶�ƫ�ͣ�¯�ڳ��������¶�Ҫ��ͬ�⣬ͬһ������¶�Ҳ���졣
3.��Ʒװ������ͬ��Ӱ�졣���������¶����ߵĵ���Ҫ�����ڿ��أ����ؼ���ͬ��������������ܵõ����õ��ظ��ԡ��������Ӷ���Ϊ�� LF=L/(L+S);����L=��װ����ij��ȣ�S=��װ����ļ��������������Ҫ�õ��ظ��ԺõĽ���������������������ѡ�ͨ��������¯����������ӵķ�ΧΪ0.5~0.9����Ҫ���ݲ�Ʒ�����Ԫ�������ܶȡ���ͬ���壩������¯�IJ�ͬ�ͺ���������Ҫ�õ����õĺ���Ч�����ظ��ԣ�ʵ���������Ҫ�ġ�
һ������¯���趨��
1�� ���������ͣ���Ǧ������Ǧ?��Ҫ�����������ԣ��������ɺϽ��ĩ����״���������Ȼ�Ͷ��ɵĸ��塣�����е������� (���������������)��Ҫ���ܼ��������ϳ���֬�����Լ���������������ԭ���ʹ��ɡ��ܼ������˺�������ĸ���ʱ�䣬Ϊ�����Ӻ����ճ��ʹ֮�߱����������Լ����˺ϳ���֬�����㣬���Լ���������ȥ�Ͻ����������������������溸�̣����������ļ��������ںϽ��ĩ�ں����г�������״̬�������������
��������Ʒ�ʵ����غܶ࣬��ʵ��������Ӧ�ص㿼�����µĺ������ԡ�
(1)���ݵ�·��������ȵ�Ҫ���������Ļ�����Ͻ���;
(2)����ӡˢ�豸�������������������ճ�ȡ������Լ���������;
(3)���ݹ���Ҫ��Ԫ�����ܳ��ܵ��¶Ⱦ���������۵�;
(4)���ݺ��̵���С�ż���������Ͻ��ĩ�Ŀ�����С��
2�� ��PCB�����Ƕ���?��ʱ�������1��2�㣬���ݾ�����и�������¯����;
3�� �ٿ�PCB��ģ�����ϸ���趨һ�»�������¯��;
4�� �ٿ�PCB���ϵĸ���Ԫ����������Ԫ����С�IJ�ͬ������Ԫ��������Ҫ�������Ԫ���ȷ��棬����ϸ�趨һ��¯��;
5�� ���Ŀ���һ��¯�ӵļ���Ч�ʣ���Ϊ�������¯�кܶ��֣������Ч���Ǹ�����һ���ģ�������һ�㲻Ӧ���ӵ�;
�������5���棬�Ϳ����趨��������¯���ˡ�
����¯�µ���ϸ�趨���ȵ�ż�İ�װ���裺
����1�� ��Ӧ�¶��õ��ȵ�ż����ʹ�úͰ�װ�����У�Ӧȷ�������Ե��⣬�̽�����������������֤�Ծ��ȡ�
����2�� �ȵ�ż�������װ�û����������豸������ʱ���伫��Ӧ���豸Ҫ��һ�£��ȵ�ż���¶�ת��Ϊ�綯��,��������ʱ�з���Ҫ��
����3�����Ե��ѡȡ��һ����������,�ܴ���PCB������¶ȱ仯�IJ��Ե�(�ܷ�ӳPCB����ϸߡ��е��²�λ���¶ȱ仯); һ������£�����¶Ȳ�λ��PCB�봫�ͷ����ഹֱ����Ԫ����Ե���Ĵ�������¶���PCB �������IJ�λ�Ĵ���Ԫ��֮������Ӵ�(PLCC.QFP��)������������ԲƷ����Ҫ�в��Ե�,�Լ��ͻ����ض�Ҫ��
�����¶����߸�������Ƽ��趨ֵ��
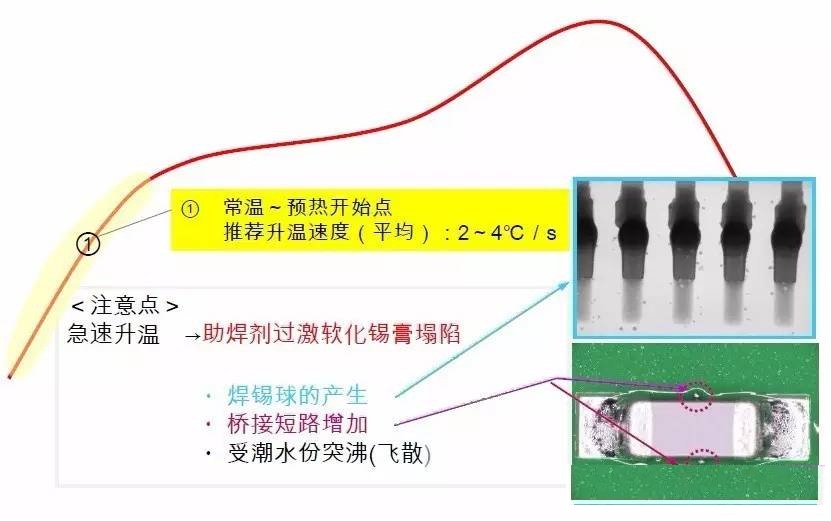
�ٳ��¡�Ԥ�ȿ�ʼ�㣨ͼ4.1��4.2��
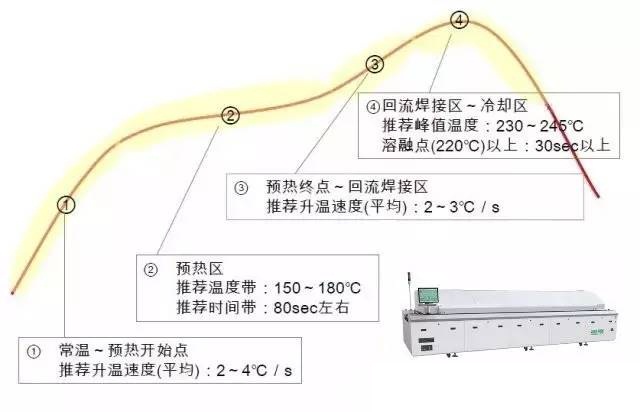
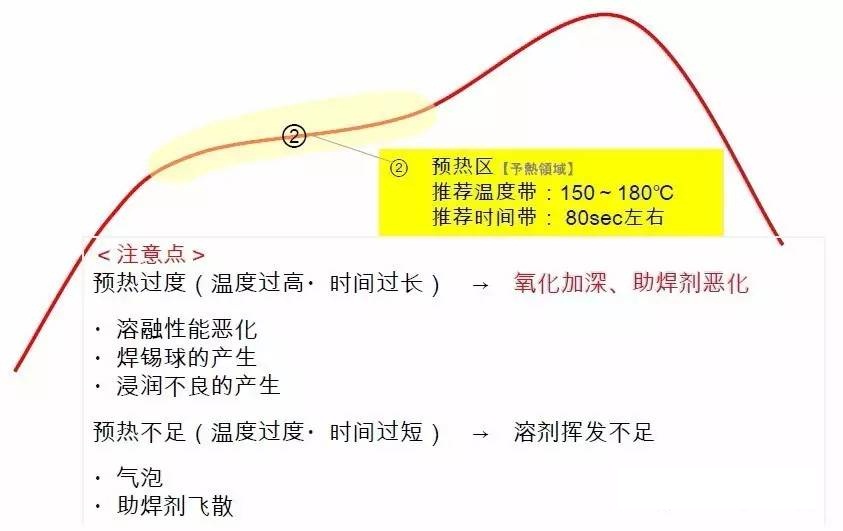
��Ԥ������ͼ5��
Ԥ�ȹ��ȵ������������������ͼ6��
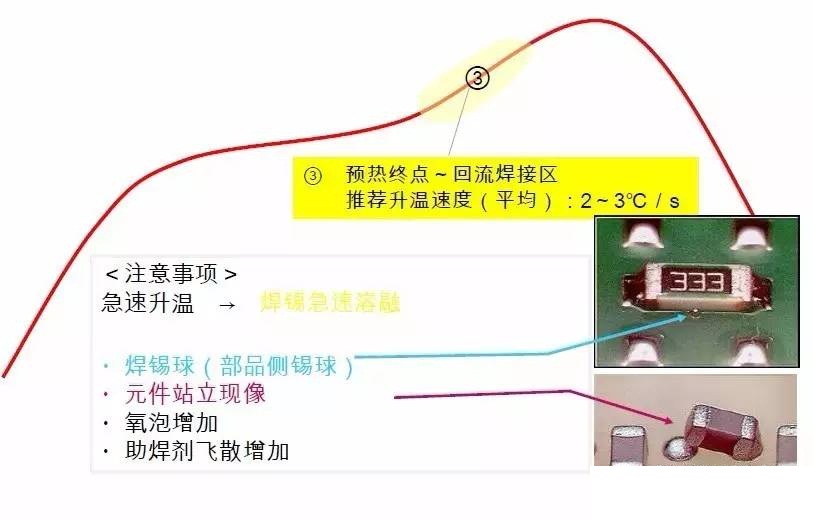
��Ԥ���յ㡫������������ͼ7��
�ܻ�������������ȴ��(ͼ8��
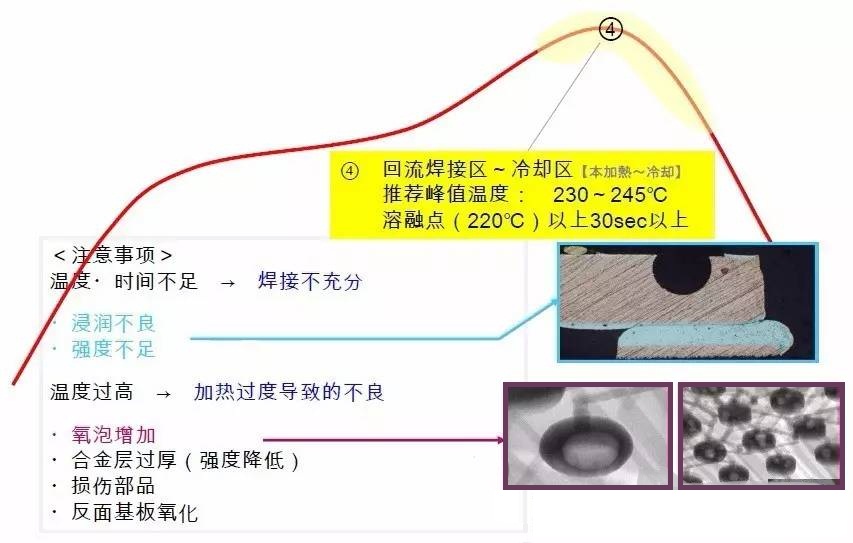
4 ��������ȱ���벻���¶����ߵĹ�ϵ��
���±�2���г������¶�����������Ļ�������ȱ�ݣ�����Ӱ������������������ػ�����˿ӡ���������ӡ���Ƭ��ȷ�Ժ�ѹ���������Ʒ�ʼ������Ŀ��Ƶȣ����IJ���������
�������ӵ�ȱ�� �¶����ߵIJ���֮��
����
1�����¶�Ԥ���¶Ȳ���;
2�����¶��¶������ٶȹ��졣
����Ұ� ��ȴ����ȴ�ٶȹ�����
��մ��
1�����Ӷ��ۺ��¶ȵ�;
2�����¶α������ڹ���;
3�����¶��¶ȹ��ߡ�
����Ͽ� ���¶α������ڶ̡�
����
1�����¶��¶������ٶȹ���;
2�����¶��¶ȵ�;
3���������ڶ̡�
�ն�
1�����¶��¶ȵ�;
2���������ڶ̡�
����
1�����Ӷ��ۺ��¶ȵ�;
2�����Ӷ��ۺ����ڶ̡�
�����Ԫ����ɫ
1�����Ӷ��ۺ��¶ȹ���;
2�����Ӷ��ۺ�����̫����
��������SMT���յĺ��ļ�����PCB�����еĵ���Ԫ����ͨ���������һ���Ժ�����ɣ����ӳ�SMT�����ߵ���������ռ���Է����Ĺ��������Ϊ�˻�������ĺ����������趨���¶����ߣ��ܺ���¯�ӣ���������PE��֪�����¡��ܶ����������϶��ᵽ�������¶����ߵ����á�����һ���²�Ʒ����¯�ӡ������࣬��ο����趨�������¶����ߣ�����Ҫ���Ƕ��¶����ߵĸ�������ຸ��ԭ���л�������ʶ��
��������õ���Ǧ����Sn96.5Ag3.0Cu0.5����ͭ�Ͻ�Ϊ������������Ļ������¶������趨�����ͷ�����ԭ����
��ͼ9 ��
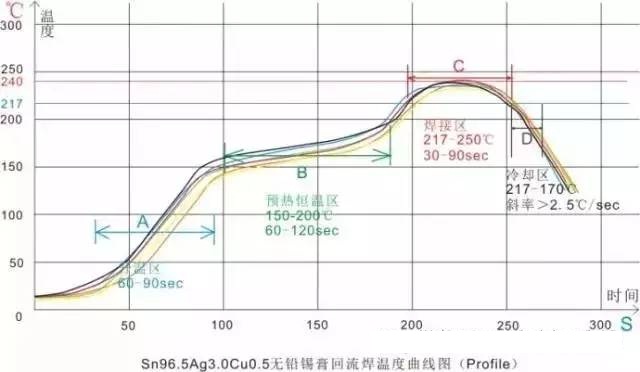
ͼ9 SAC305��Ǧ����������¶�����ͼ
ͼ9��ʾΪ���͵�SAC305�Ͻ���Ǧ����������¶�����ͼ��ͼ�лơ��ȡ��̡��ϡ����ͺ�6������Ϊ�¶����ߡ��������ߵ�ÿһ��������˶�ӦPCB�ϲ��µ��ڹ�¯ʱ��Ӧʱ���õ��¶ȡ�����ʱ�������ļ�¼��ʱ�¶ȣ�����Щ�������������͵õ��������仯�����ߡ�Ҳ���Կ���PCB�ϲ��Ե���¶���¯��������ʱ��仯�Ĺ��̡�
��ô�����ǰ�������߷ֳ�4�����͵õ���PCB��ͨ��������ʱijһ��������������ʱ�䡣��������ǻ�Ҫ������һ�����б�ʢ١�����PCBͨ��������ij�������ʱ��������ʱ������¶ȱ仯�ľ���ֵ�����õ���ֵ��Ϊ��б�ʡ�������б�ʵĸ�����Ϊ�˱�ʾPCB���Ⱥ����µ����ʣ������¶���������Ҫ�Ĺ��ղ�����ͼ��A��B��C��D�ĸ����Σ��ֱ�Ϊ����ΪA�������� ��B��Ԥ�Ⱥ���������������������C����������������������Reflow������D����ȴ����
����������������ε����������壺 һ��������A
PCB��������������������������¿�ʼ���ȵ�150��������������������������ʱ��������60-90�룬б�ʿ�����2-4֮�䡣
��������PCB���ϵ�Ԫ�����¶���ԽϿ�����������������еĵͷе��ܼ���ʼ���ֻӷ�����б��̫���������ʹ��죬�����Ʊ����ڵͷе��ܼ��Ŀ��ٻӷ�����ˮ��Ѹ�ٷ��ڶ������ɽ����Ӷ���¯���������顱ȱ�ݡ������б��Ҳ��������Ӧ����ԭ����������մɵ����ѡ�PCB��������̡�BGA�ڲ��Ȼ�е���ˡ�
���¹������һ����������������������ܽϴ���ȳ��������̮����������ɡ���·����ԭ��֮һ�����ڶ����쳧�ķ�����٣��ܶ೧�̵�SMT�߸������б��ʵ�ʿ�����1.5-2.5֮���ܵõ������Ч�������ڸ���������װ��Ԫ�����ߴ硢������һ��������������ʱ����СԪ����֮����¶Ȳ�����Խϴ�
����Ԥ�Ⱥ�����B �������ںܶ�����Ӧ��������Ҳ��Ϊ������������� ������PCB�����¶���150��ƽ��������200�棬ʱ�䴰����60-120��֮�䡣PCB���ϸ������ֻ����ܵ��ȷ���ȣ��¶���ʱ�仺��������б����0.3-0.8֮�䡣
��ʱ�����е��л��ܼ������ӷ����������ʱ��¶ȼ��ʼ�������ã�������̱��桢����ź����ۺϽ��ĩ�е����������������Ƴ�ƽ�����µ�Ŀ����Ϊ�˼��PCB����װ�Ĵ�С��һ��Ԫ�����ܾ������¡��ò�ͬ�ߴ�Ͳ��ϵ�Ԫ����֮����¶Ȳ���С������������֮ǰ�ﵽ��С���²Ϊ����һ���¶ȷ��������ں��������������Ƿ�ֹ��Ĺ����ȱ�ݵ���Ҫ�������ڶ���Ǧ���೧�̵�SAC305�Ͻ������䷽����Լ��Ļ�¶ȴ���150-200��֮�䣬��Ҳ�DZ��¶�����������¶�������Ԥ�ȵ�ԭ��֮һ��
��Ҫע����ǣ�1��Ԥ��ʱ����̡����Լ����������ﷴӦʱ�䲻��������������������δ����Ч����������е�ˮ��δ����ȫ�����������ͷе��ܼ��ӷ������㣬�⽫���º���ʱ�ܼ����ҷ��ڶ������ɽ����������顱����ʪ���㣬���ܻ����������ġ����������麸�������պ�������©ͭ���IJ�����2��Ԥ��ʱ����������Լ����Ĺ��ȣ�����һ���¶�����������ʱû���㹻�Ļ��Լ���ʱ����������²����������������������̼���IJ�������������¯���Ҳ����ֳ����麸������������ڡ���������Ұ����Ȳ�������
��������������C
�������ֽк�������Refelow����
SAC305�Ͻ���۵���217��-218��֮��ܣ����Ա�����Ϊ��217���ʱ�䣬��ֵ�¶ȣ�245�棬ʱ��30-70�롣�γ����ʺ�����¶�һ���ں����۵�֮��15-30�����ң����Ի�������ͷ�ֵ�¶�Ӧ��������230�����ϡ����ǵ�Sn96.5Ag3.0Cu0.5��Ǧ������۵��Ѿ���217�����ϣ�Ϊ�չ˵�PCB��Ԫ�������ܸ�������ֵ�¶����Ӧ������250�����£����������ֹ���ʵ�ʷ�ֵ�¶������245�����¡�
Ԥ����������PCB�����¶�����ԽϿ���������������ۺϽ�Һ���ߣ���ʱ���Ͽ�ʼ���ڣ������������µ���ֵ�¶Ⱥ�һ��ʱ���ʼ�½��������ߡ�
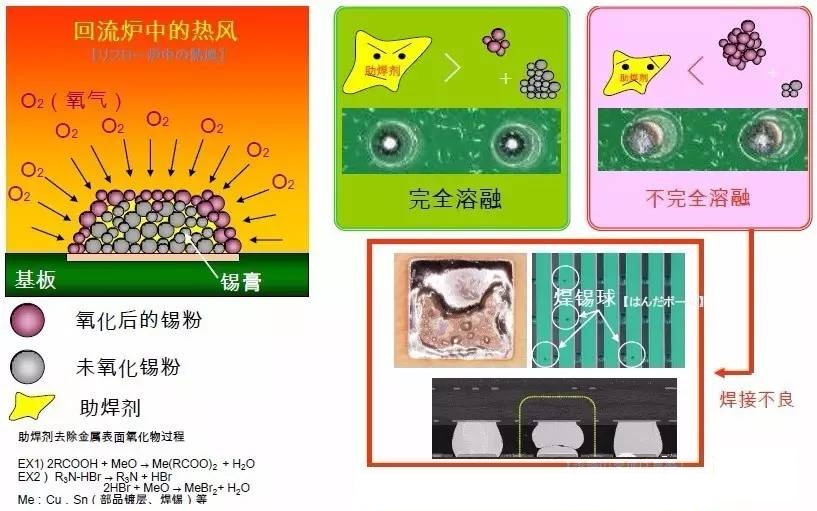
��ʱ�����еĸ������ȫ�淢�����ã��������֬�������ں�����Χ�γ�һ�㱣��Ĥ������������������Լ����������ڽ��ͺ��Ϻͱ�����֮��ı�����������ǿҺ̬���ϵ���ʪ�������Լ������������ﷴӦ������������²������������뱻̼���ﲢ�ṩ���������ԣ�ֱ����Ӧ��ȫ�������������Ӽ��ڸ����·ֽⲢ�ӷ������²�����߷е��ܼ�����ʱ�䲻�ϻӷ������ڻغ�����ʱ��ȫ�ӷ����ȶ������ȷֲ��ڽ����кͺ�����汣�����㲻�����������Ϸ�ĩ�ӹ�̬ת��ΪҺ̬�������ź�����ʪ��չ��������ͬ�Ľ���������ѧ��Ӧ���������仯�������͵�����ͭ�Ͻ����Ag3Sn��Cu6Sn5���ɡ�
�غ������¶�����������ĵ����Ρ���ֵ�¶ȹ��͡�ʱ����̣�Һ̬����û���㹻��ʱ��������ʪ����ɡ��亸�������麸��������������©ͭ�����������㲻�������͡�������ࡱ��ȱ�ݣ���ֵ�¶ȹ���ʱ���������ɡ�PCB����Ρ�����Ԫ������������������ڡ��ȵ�ȱ�ݡ�����Ҫ�ڷ�ֵ�¶ȡ�PCB���Ԫ�����ܳ��ܵ��¶�������ʱ�䡢�γ���Ѻ���Ч��������ʱ��֮��Ѱ��ƽ�⣬���ڻ������ĺ��㡣
�ģ���ȴ��D
�����¶ȴ�Һ���߿�ʼ���½��͵����γ�Ϊ��ȴ����ͨ��SAC305�Ͻ��������ȴ��һ����Ϊ��217��-170��֮���ʱ��Σ�Ҳ�е����������͵�150�棩��
����Һ̬���Ͻ��µ�Һ�������º���γɹ�̬���㣬�γɺ����������������������жϣ����Ժܶ���������Ǻ�������ȴ�����趨��Ȼ���������ȴ���ʹغ�����ij��ڿɿ��ԣ����ܲ�����Դ���
��ȴ���Ĺܿ�Ҫ����Ҫ����ȴ���ʡ������ຸܶ��ʵ�����о��ó��Ľ��ۣ����ٽ��������ڵõ��ȶ��ɿ��ĺ��㡣
ͨ�����ǵ�ֱ����ΪӦ�û������£��Ե�����Ԫ�����ͺ�����ȳ����Ȼ��������������ǥ��������ȴ���γɸ���ִ�ľ������ں���������ڲ����ϴ�Ag3Sn��Cu6Sn5�Ƚ����仯������������ͺ����еǿ�Ⱥ���ѭ�������������п�����ɺ���Ұ�����ȵ���������
���ٵ���ȴ���γ�ƽ�����ȶ����Ľ����仯��γ�ϸС����֦״��������������ɢ��ϸС������ʹ������ѧ���ܺͿɿ��Եõ����Ե���������ơ�
����Ӧ���У���������ȴ����Խ��Խ�á�Ҫ��ϻ������豸����ȴ���������ӡ�Ԫ�����ͺ����ܳ��ܵ��ȳ����������Ӧ���ڱ�֤��������ʱ�����Ӻ�Ԫ����֮��Ѱ��ƽ�⡣��С��ȴ����Ӧ����2.5�����ϣ������ȴ������3�����ϡ����ǵ�Ԫ������PCB�ܳ��ܵ��ȳ���������ȴ����Ӧ�ÿ�����6-10�档������ѡ���豸ʱ�����ѡ���ˮ�书�ܵĻ���������ý�ǿ����ȴ����������
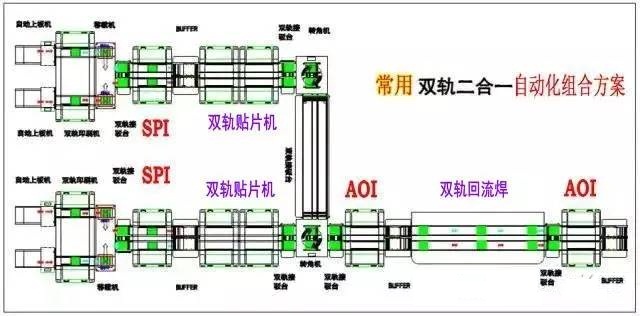
˫��������Ĺ���ԭ����
˫�������¯ͨ��ͬʱƽ�д���������·�壬��ʹ����˫��¯�IJ������������Ŀǰ, ��·�������̽�������ÿ������д�����ͬ���������Ƶĵ�·�塣������, ӵ�ж�������ٶȵ�˫��˫�ٻ�����¯ʹͬʱ��������������ĵ�·���Ϊ��ʵ�����ȣ�����Ҫ�˽�Ӱ�����ܴӻ���¯���������·�崫�ݵ���Ҫ���ء���ͨ������£���ͼ��ʾ��������¯�ķ����ƶ����壨��������������������Ȧ�����屻���Ⱥ�ͨ���װ��ڵ�һϵ�пڴ��ݵ���Ʒ�ϡ�
ͼ10
˫�������PCB�Ѿ��൱�ռ���������ø���ʱ����������������ռ�����Ҫԭ��������������ṩ�˼�Ϊ���õĵ��Կռ䣬�Ӷ���Ƴ���ΪС�ɣ����յĵͳɱ��IJ�Ʒ��������Ϊֹ��˫���������һ�㶼��ͨ�������������棨Ԫ���棩��Ȼ��ͨ�����庸���������棨�����棩��
ͼ11
SMTȫ�Զ�����ӡˢ��
ӡˢ�����ࣺ�ֶ�ӡˢ�������Զ�ӡˢ����ȫ�Զ�ӡˢ��
ͼ12
ȫ�Զ�����ӡˢ��������Ҫ��
1. ����ӡˢ����Ʒ��������Ҫ��
SMT=Printer+Mounter+Reflow, ���������������г�60%���ϵ�ȱ���������a��ӡˢ ��
��������ӡˢ��·����(PCB)�ķ�װ�ܶȸ��ܶȻ���Ҫ�������������ӡˢ�Ƴ���ҵ�������������վ�����
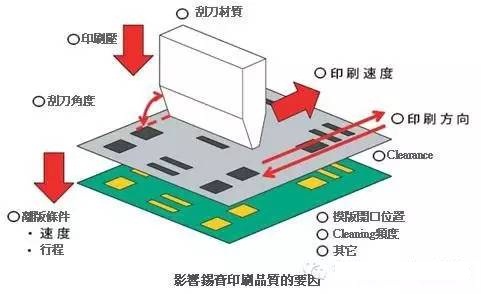
������SMT����������������Ҫ��һ�����������н�����ĩ�Ĵ�С�����������ķ��䡢�������ı���������ʱ�䡢����ʱ�������ı��滷��������ʱ�䶼��Ӱ�쵽����ӡˢƷ�ʡ���������ԭ����ɵ���������������Ч�����õ�Ʒ������ʱ�з�����
��������ѡ���õ�����ӡˢ������Ҫֻע������ۣ��õ��豸ͨ���г����з��ƣ����ܺͽ��ܣ���ȫ�Զ�濼�Dz��С���Ȼѡ��ʱäĿѡƷ��Ҳ�Dz���ȷ�ģ�ף��ѡ�����������豸.
 ��
��
��
��

